1塑件結(jié)構(gòu)分析及問題描述
1.1 塑件結(jié)構(gòu)分析
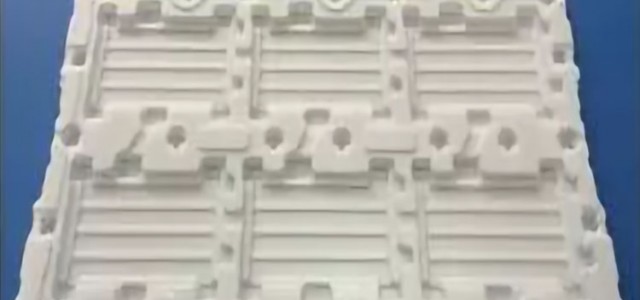
塑件為條狀導軌,如圖1所示,結(jié)構(gòu)形狀較為簡單,整體呈T字形,材料為PP+TD20%。塑件上有2個螺釘孔,螺釘孔周圍布置有一定數(shù)量的定位筋,用于后續(xù)塑件在使用和裝配過程中的固定。該塑件的主要功能是過濾網(wǎng)拆裝時的導向與過濾網(wǎng)的固定,塑件最大外形尺寸為188.0 mm×25.2 mm×8.0 mm,各個區(qū)域料厚如圖2所示,主體料厚為2.5 mm,筋條料厚為1.8 mm。
圖1 條狀導軌
圖2 塑件壁厚
在成型要求方面,塑件在脫模方向變形量不能過大,因為過大的變形量會誘發(fā)裝配、精度、噪音等問題,脫模方向的變形量要求<1.0 mm。
1.2 問題描述
成型塑件的模具為普通流道模具,澆口類型為潛伏式牛角澆口,尺寸為1.6 mm×0.8 mm,型腔布局為1模2腔,如圖3所示。經(jīng)過調(diào)試,在獲得穩(wěn)定的塑件狀態(tài)后也獲得了穩(wěn)定的注射參數(shù),工藝參數(shù)匯總?cè)绫?所示。
圖3 型腔布局及澆注系統(tǒng)
表1 注射工藝參數(shù)
完成初次試模后,將塑件在常溫條件下放置48 h,觀察并測量其Z方向的變形趨勢及變形量,如圖4所示,塑件兩端呈翹曲變形趨勢,將其反向放置在水平平臺上,采用塞規(guī)測量實際變形量,約為1.95 mm,超出了要求的變形量,無法投入使用。為實現(xiàn)塑件快速投產(chǎn)和節(jié)約生產(chǎn)成本,借助仿真分析方法對塑件進行變形模擬,分析其變形原因、機理及優(yōu)化方向。
圖4 塑件變形
2仿真還原與機理分析及方案探究
2.1 仿真還原
為確保仿真優(yōu)化設計的準確性及參考價值,首先需要將塑件按照實際試模情況通過Moldex 3D模流仿真分析軟件再現(xiàn),隨后結(jié)合改善方向予以優(yōu)化設計。將導軌與澆注系統(tǒng)共同在軟件中建模,完善模型直至符合軟件的分析要求,隨后按照軟件的操作步驟與要求完成網(wǎng)格、材料、成型條件、計算參數(shù)等邊界條件的一系列設定,最后執(zhí)行仿真分析。
在軟件中編輯成型條件時,工藝參數(shù)按實際試模進行設定,如表2所示。模擬分析后塑件的變形結(jié)果如圖5所示,脫模方向(Z方向)變形趨勢與實際變形趨勢一致,其Z方向分析變形數(shù)值為1.74 mm,與實際測量變形數(shù)值接近,可以判定仿真結(jié)果準確并有可靠的參考價值。
表2 工藝參數(shù)設定
圖5 脫模方向變形
2.2 機理分析
最終模具內(nèi)成型塑件偏離設計形狀的失真現(xiàn)象主要是由于收縮不均勻?qū)е拢芗湛s、變形受到整個開發(fā)過程中各個因素的影響,如塑件結(jié)構(gòu)設計、材料種類、模具類型、注射工藝等,各個階段的因素對變形均會有不同程度的影響。
從仿真結(jié)果中查看該塑件從高溫高壓狀態(tài)冷卻至常溫常壓狀態(tài)的體積百分比變化,即最終推出時的體積收縮率,如圖6所示,塑件上端面體積收縮率較大,筋條位置的體積收縮率較低,上端面平均體積收縮率為3.7%左右,筋條平均體積收縮率為2.8%左右,二者差異大約在0.9%左右。收縮率大的區(qū)域會產(chǎn)生更大的應力,導致塑件朝上端面發(fā)生翹曲變形。
圖6 體積收縮率
從熱量角度分析,塑件完成冷卻時的切面溫度如圖7所示,上端面溫度較高,筋條溫度較低,溫差大約14 ℃左右。厚的端面區(qū)域相對于薄的筋條區(qū)域更能保持注射過程中產(chǎn)生的熱量,當薄的筋條區(qū)域已經(jīng)固化達到尺寸的穩(wěn)定狀態(tài)時,厚的區(qū)域仍然在進行冷卻與收縮的過程,導致塑件推出后的變形。
圖7 切片溫度
2.3 方案探究
由于成型該塑件的模具已經(jīng)制造完成,模具類型及澆注系統(tǒng)已經(jīng)確定,為節(jié)省成本,優(yōu)化設計暫不考慮更改模具結(jié)構(gòu)。此外,由于塑件各類試驗及其應用環(huán)境的限定,其材料也不進行更改。結(jié)合上述2點,考慮從塑件結(jié)構(gòu)更改和注射工藝方面進行方案優(yōu)化。
首先針對注射工藝,在不改變已經(jīng)確定的工藝參數(shù)的前提下,優(yōu)化方案從冷卻水路的溫度調(diào)節(jié)予以制定。針對塑件結(jié)構(gòu)更改,考慮從2個方向予以制定優(yōu)化方案:①改善塑件不同區(qū)域的體積收縮,盡量保證各個區(qū)域收縮的均勻性,減小其收縮差;②增加塑件剛度,使其能夠抵抗由于不均勻的收縮而產(chǎn)生的收縮應力。
3優(yōu)化設計及仿真驗證
根據(jù)上述分析與探究,再結(jié)合塑件結(jié)構(gòu)、使用及功能特點,初步設計了5種優(yōu)化方案:①動、定模冷卻水路溫度調(diào)整;②增加塑件筋條厚度;③減小塑件上端面厚度;④增加筋條高度;⑤在塑件上端面增加對稱筋條。針對這5種方案分別建立對應的分析模型,使用Moldex 3D軟件的分析模塊進行分析,從脫模方向變形量分析結(jié)果出發(fā),結(jié)合原方案分析結(jié)果進行如下對比。
3.1 方案1模擬分析
塑件的成型溫度條件如表3所示,冷卻水路建模如圖8所示,結(jié)合模具現(xiàn)有水路設計及材料對模具溫度范圍控制要求,設置動模溫度高于定模溫度,以期改善塑件不同區(qū)域的收縮量。在該方案中動模水路設定為45 ℃,定模水路設定為25 ℃,結(jié)合體積收縮率、溫度、脫模方向變形等分析結(jié)果查看該方案塑件的具體情況,判斷其優(yōu)化方案的可行性。
表3 成型溫度條件 ( ℃ )
圖8 冷卻水路建模
塑件脫模方向(Z方向)變形趨勢及變形量如圖9所示,與原方案變形趨勢一致,變形量為1.51 mm(最大變形數(shù)值需要將正值和負值相加,因為兩端翹中間凹,變形為二者綜合效果),較原方案有一定改善,但未能達到塑件允許的變形量要求。塑件體積收縮率如圖10所示,上端面的體積收縮率與筋條體積收縮率差異有一定程度的減小,約為0.7%。冷卻完成后塑件不同區(qū)域的溫度切片分布如圖11所示,上端面區(qū)域和筋條區(qū)域的溫度差異仍較大,較原方案無明顯變化。這說明該方案對收縮均勻性有一定改善,但效果不明顯。
圖9 方案1脫模方向變形
圖10 方案1體積收縮率
圖11 方案1溫度分布
3.2 方案2模擬分析
方案2的建模如圖12所示,將塑件動模側(cè)筋條在原方案基礎上加厚0.5 mm,以均衡不同區(qū)域的收縮。同時查看與該塑件尺寸相關的裝配位置,確認該筋條壁厚修改0.5 mm對整體裝配無干涉。與方案1相同,結(jié)合相關分析結(jié)果判斷方案效果。
圖12 方案2塑件厚度
塑件脫模方向(Z方向)變形趨勢及變形量如圖13所示,與原方案變形趨勢一致,其變形量為0.95 mm,較原方案有明顯改善,而且達到了塑件允許的變形量要求。塑件體積收縮率如圖14所示,上端面體積收縮率與筋條體積收縮率差異大幅減小,僅為0.3%左右。冷卻完成后塑件不同區(qū)域的溫度切片分布如圖15所示,上端面區(qū)域和筋條區(qū)域?qū)恢玫臏囟炔町愐灿忻黠@減小,約為5 ℃,說明該方案從收縮均勻性方面有效地實現(xiàn)了控制變形的目標。
圖13 方案2脫模方向變形
圖14 方案2體積收縮率
圖15 方案2溫度分布
由于料厚的增加,塑件芯部溫度也有了一定上升,相較原方案約有10 ℃的上升,導致塑件的冷卻時間增加,但是該部分冷卻時間可以放在塑件推出以后,塑件冷卻到推出溫度的時間變化不大,對周期的影響可以不予考慮。另外,由于動模側(cè)成型塑件料厚的增加,可能會引起收縮痕的增大,通過圖16所示的分析結(jié)果對比,二者差異不大,均在可接受范圍內(nèi)。
圖16 收縮痕對比
(a)更改前 (b)更改后
3.3 方案3模擬分析
方案3的結(jié)構(gòu)修改及建模如圖17所示,將塑件在定模側(cè)的成型平面減薄0.7 mm,以均衡不同區(qū)域的收縮差異。由于裝配螺釘?shù)谋诿嬗泻穸认拗疲瑹o法減薄,僅能減薄部分區(qū)域。塑件脫模方向變形趨勢及變形量如圖18所示,與原始方案變形趨勢一致,其變形量為1.53 mm,較原方案有所改善,但未能達到塑件的變形量要求。
圖17 方案3塑件厚度
圖18 方案3脫模方向變形
塑件體積收縮率結(jié)果如圖19所示,上端面料厚減薄區(qū)域的體積收縮率與筋條體積收縮率差異大幅減小,僅為0.4%左右,但是料厚未減薄部分的體積收縮率與筋條區(qū)域的體積收縮率差異仍較大,約為1.0%。
圖19 方案3體積收縮率
冷卻完成后塑件不同區(qū)域的溫度切片分布如圖20所示,料厚減薄的端面區(qū)域和筋條區(qū)域的溫度差異減小明顯,約為1 ℃,但是料厚未減薄區(qū)域的溫度與筋條區(qū)域仍然有14 ℃左右的差異。這說明該方案僅使塑件局部收縮改善,受限于結(jié)構(gòu)限制,未能徹底改善整體問題。
圖20 方案3溫度分布
3.4 方案4模擬分析
方案4的建模如圖21所示,將塑件在動模側(cè)成型的筋條在原方案基礎上加高3.0 mm,以增加其剛性,同時查看與該尺寸相關的裝配位置,確認對塑件整體裝配無干涉。塑件脫模方向變形趨勢及變形量如圖22所示,與原方案變形趨勢一致,其變形量為1.68 mm,較原方案有一定改善,但未能達到塑件允許的變形量要求。
圖21 方案4塑件更改后筋條高度
圖22 方案4脫模方向變形
塑件體積收縮率如圖23所示,由于塑件料厚未發(fā)生變化,上端面的體積收縮率與筋條體積收縮率差異與原方案基本無變化,約為1.0%。冷卻完成后塑件不同區(qū)域的溫度切片分布如圖24所示,上端面區(qū)域和筋條位置的溫度差異仍然較大,約為14 ℃。從體積收縮率與溫度分布結(jié)果來看,該方案對塑件收縮無改善,只是改善了塑件的剛性。
圖23 方案4體積收縮率
圖24 方案4溫度分布
3.5 方案5模擬分析
方案5的建模如圖25所示,在塑件上端面增加1條筋條,高度與原筋條一致,由于位于定模側(cè)成型,考慮脫模的順暢,設計了一定的拔模角,以此來增加塑件剛性。同時查看與該處相關的裝配位置,確認在增加對稱的筋條后對塑件整體裝配無干涉。
圖25 方案5塑件修改后模型
塑件脫模方向變形趨勢及變形量如圖26所示,與原方案變形趨勢一致,其變形量為0.27 mm,較原方案有明顯改善,而且達到了塑件的變形量要求。塑件體積收縮率如圖27所示,不同區(qū)域收縮率差異無較大變化,約為0.9%。冷卻完成后塑件不同區(qū)域的溫度切片分布如圖28所示,由于料厚未發(fā)生較大變更,不同區(qū)域溫度差異約為10 ℃。從體積收縮率及溫度分布結(jié)果來看,該方案對塑件的收縮無較大改善,可以判斷其變形量主要靠塑件的剛性保證。
圖26 方案5脫模方向變形
圖27 方案5體積收縮率
圖28 方案5溫度分布
4方案對比
根據(jù)以上5種優(yōu)化設計方案的分析結(jié)果,再結(jié)合對應方案更改的加工量、成本、工時等因素進行匯總,如表4所示。雖然方案2與方案5的分析結(jié)果均達到了塑件的預期變形要求,但是方案5的更改成本高,加工難度也較大,故確定最終更改方案為方案2。
表4 方案匯總對比
5試模驗證
在完成上述仿真分析的還原、優(yōu)化設計與驗證后,按照最終確定的優(yōu)化方案進行塑件更改,并試模驗證。成型后的塑件在常溫條件下放置48 h,觀察并測量其Z方向變形,如圖29所示,已看不到縫隙,無明顯變形。將塑件反向放置在水平平臺上,采用塞規(guī)測量其實際變形量,約為0.50 mm,達到了塑件使用要求。
圖29 優(yōu)化后的塑件
▍原文作者:王月
▍作者單位:青島海爾空調(diào)器有限總公司